Suitable for Precision Assemblies
VPE uses diffusion bonding instead of precision brazing for end-use applications in which the use of a filler alloy might compromise intricate features and hermeticity.
Furthermore, it is often the joining method of choice in the production of shim assemblies for mini or microchannel devices, which are for manifolds, biomedical implants, nozzles, mixers, and other precision assemblies.
In addition, it is also appropriate in situations where the temperatures of the end-use application are very high and there is a risk of the alloy material’s softening and the joint’s weakening in service.

Applicable to an Array of Markets
We perform diffusion bonding for customers in a variety of industries, e.g.:
- Aerospace
- Medical
- Energy
- Chemical plant fabrication
- Electronics
- Instrumentation
Diffusion bonding is the preferred joining method e.g.:
- Microchannel devices as well as photo-etched laminates
- Gigahertz waveguides as well as antennas
- Corrosion-resistant manifolds
- Microchannel heat exchangers

Above is a picture of a cutout of the inner core of a diffusion bonded microchannel heat exchanger (MCHE). This picture shows the layers of plates with flow channels. During diffusion bonding, the atoms diffuse together and the core becomes one solid piece at parent material strength.
Solutions for Discerning Customers
Examples of diffusion bonding projects e.g.:
- 0005’’ thick titanium foil implantable foil sensors
- Aerojet Rocketdyne: space shuttle valve assemblies
- Aluminum cold plates for electronics cooling
- Copper cold plates as well as flexible thermal straps for cooling
- Heat exchangers
- Major medical device corporation: artificial heart implant components
- Microchannel devices for fuel cells, reactors, reformers, as well as heat exchangers
- NASA: bonding parameter development for Mars Lander
- Schilling: robotic assemblies for submarines used in the offshore oil industry
- Superalloy structures measuring 24” x 24” x 27” encapsulating miles of microchannels as well as other microfluidics features
- UHV electron beam windows

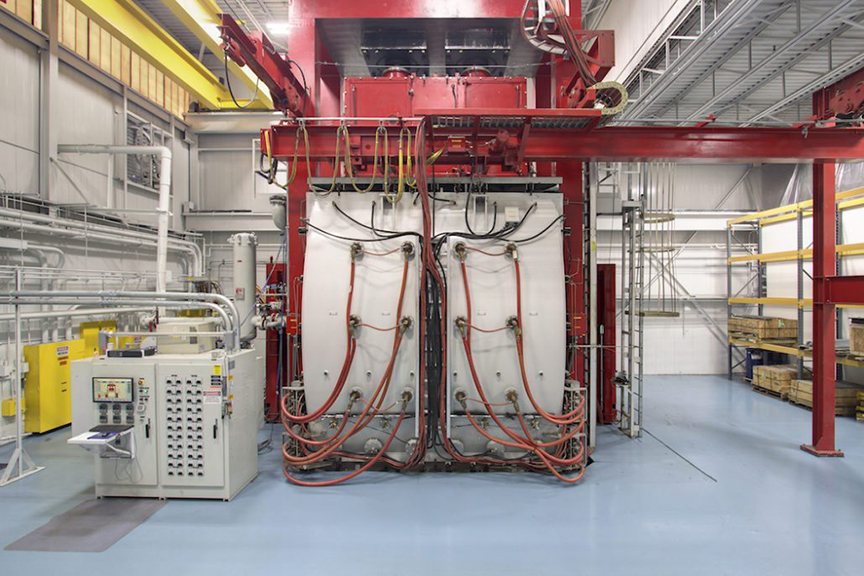
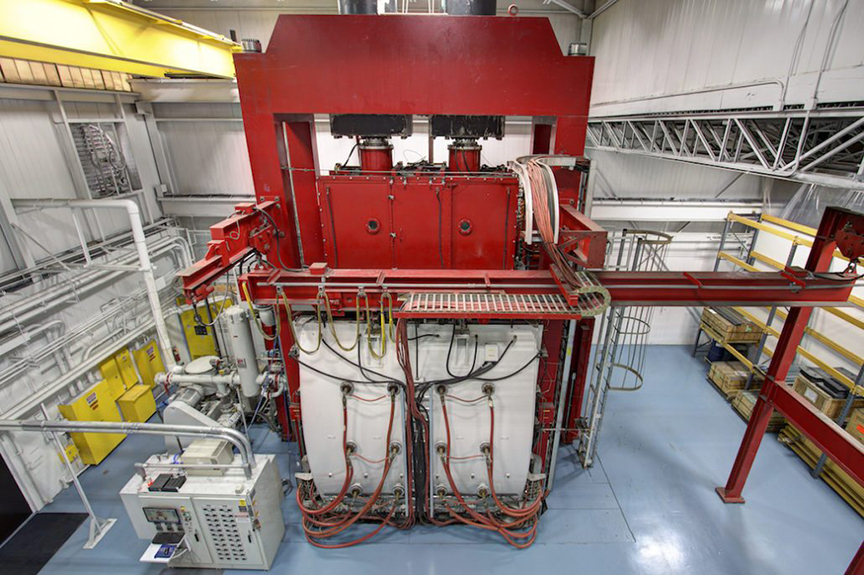
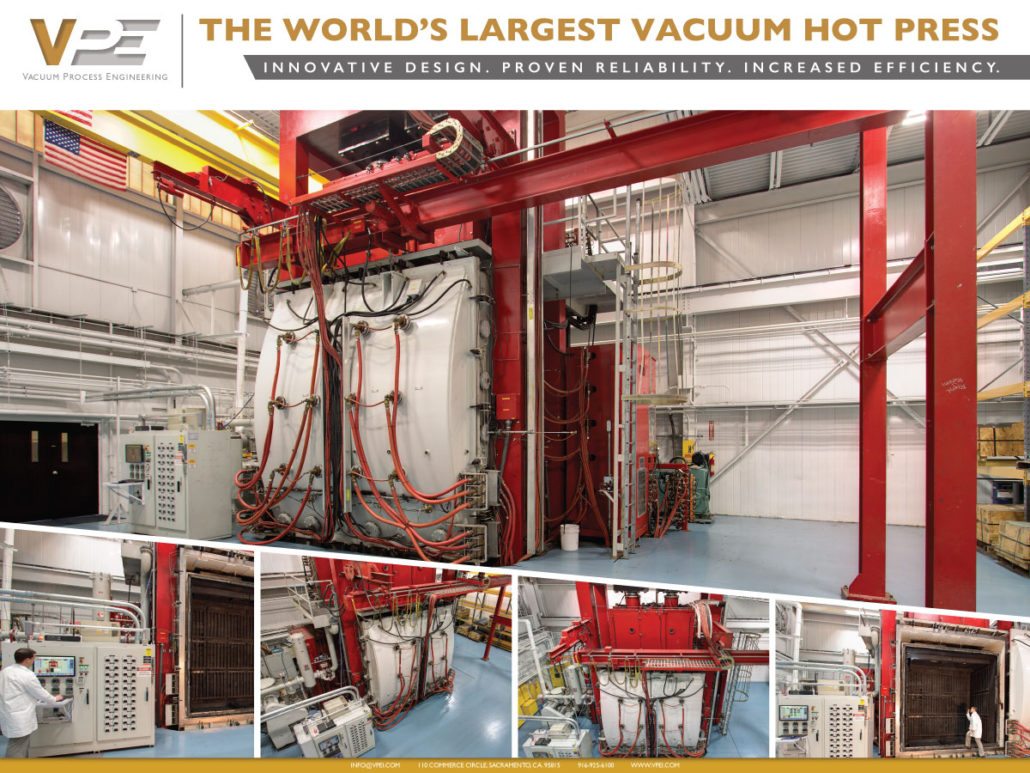
The World’s Largest Vacuum Hot Press
VPE currently owns the world’s largest vacuum hot press furnace. As a result, VPE is perfectly suited for brazing, bonding, and hot pressing large-size assemblies.
- The usable chamber area is 60 in. x 120 in. x 120 in.
- Temperatures in excess of 1900° Celsius in a vacuum and partial pressure atmosphere.
- Two independent 1200 ton rams allow for loads to 4.8 million pounds.
- Ten high accuracy load cells allow precision force as well as precision control on the production elements.
- Assembly weights in excess of 60,000 lbs.


{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}
RECENT BUILDS
