The Vacuum Brazing Process
Clean Process Ensures Contaminant-Free Brazes
Vacuum Brazing employs vacuum as an ambient atmosphere so components undergoing the brazing process will not react with excessive oxygen, moisture, nitrogen, or other gaseous contaminants. In addition, by limiting the reactions with the surrounding atmosphere, we can create a clean environment that is conducive to filler alloy wetting and flow onto metal surfaces as well as into capillary joints.
Furthermore, the vacuum environment can also reduce surface contamination from oxides and other compounds through the sublimation of the species due to chemical reduction. To clarify, the maintenance of a clean environment is essential to the production of contaminant-free brazes. Hence, VPE often utilizes cryogenic or turbomolecular pumping to assure the brazing environment is free of excessive hydrocarbons from the vacuum pumping system.
Pre-Placement Helps Create the Strongest Possible Bond
VPE pre-places the filler alloy on the assembly in such a location that as the furnace temperature raises and the filler metal alloy melts, it also flows into the assembly capillary joints and affects a good bond.
Precise Vacuum Level Parameters Assure Quality Brazing
Typical vacuum levels achieve 1E-5 to 1E-6 Torr during brazing, and much higher vacuums are used in several other reactive metal applications. Furthermore, in some applications, the partial pressure of inert gas is used to mitigate the volatilization of filler metals or parent materials. These partial pressures range from about 1 to 10 Torr.









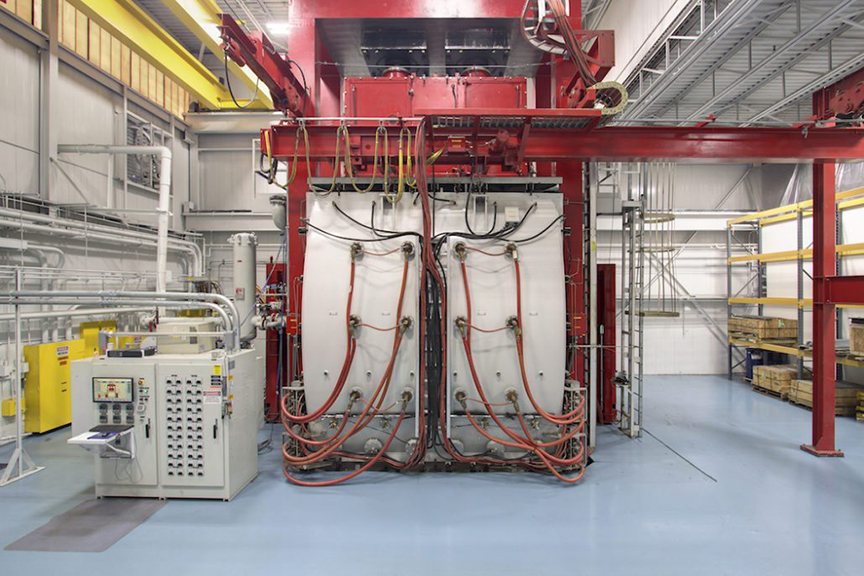
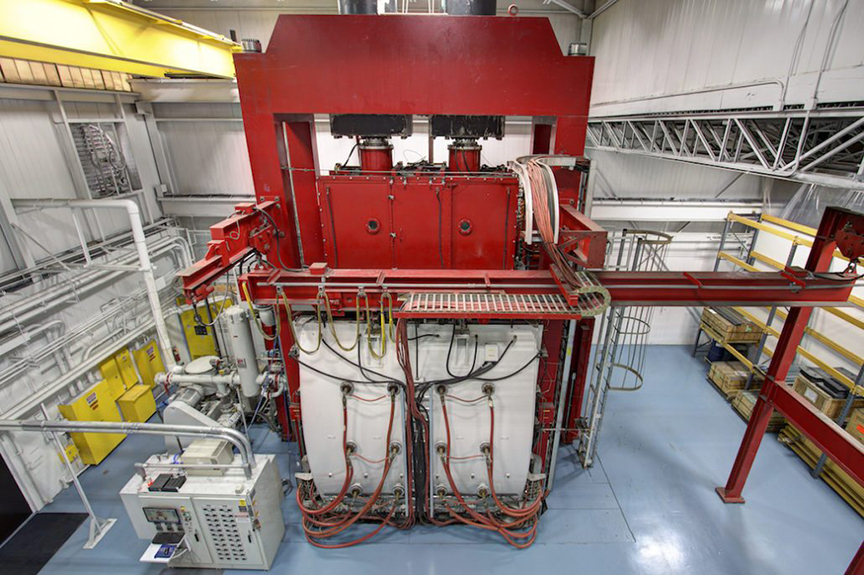
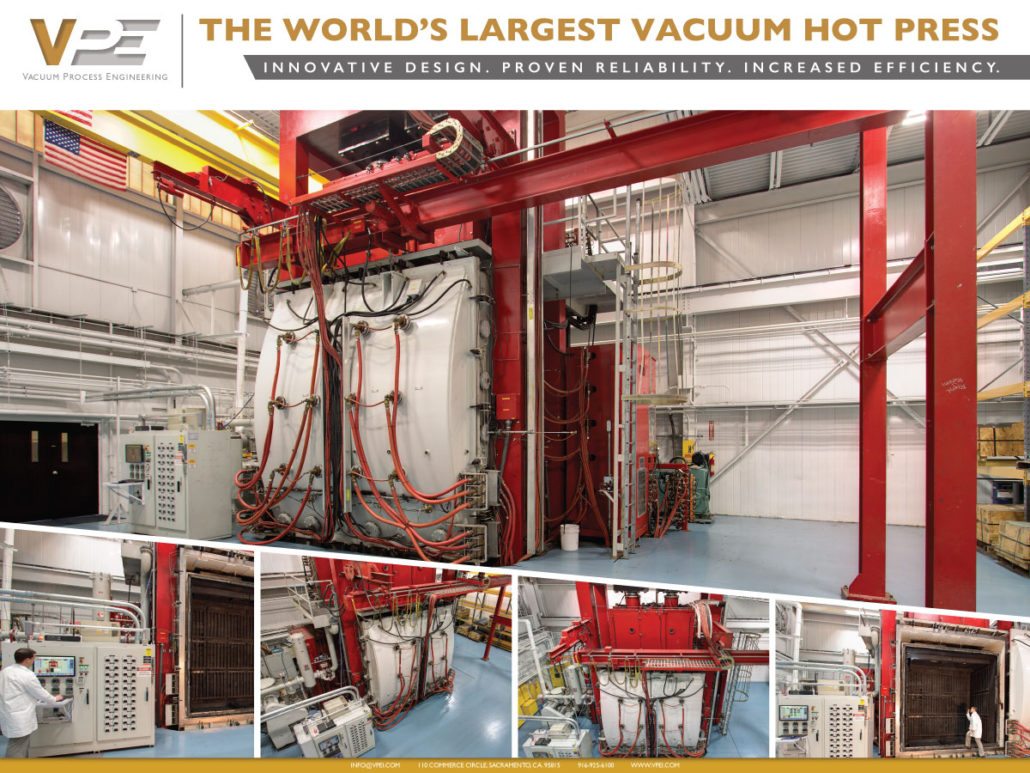
Capabilities & The World’s Largest Vacuum Hot Press
VPE owns vacuum furnaces for vacuum, partial pressure, hydrogen, and argon atmospheres which provide a clean environment where components will not react with oxygen, moisture, nitrogen, or other gaseous contaminants.
In addition, VPE currently owns the world’s largest vacuum hot press furnace, which is perfectly suited for brazing, diffusion bonding, and hot pressing!
Capabilities e.g.:
- Reactive materials brazing
- Active metal brazing of ceramics
- Assembly weights in excess of 60,000 pounds
- Product size to 120 in. x 120 in. x 60 in.
- Temperatures range to 1900°C in a vacuum and partial pressure atmosphere.


{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}
RECENT BUILDS
